Product
News
Industry
Service
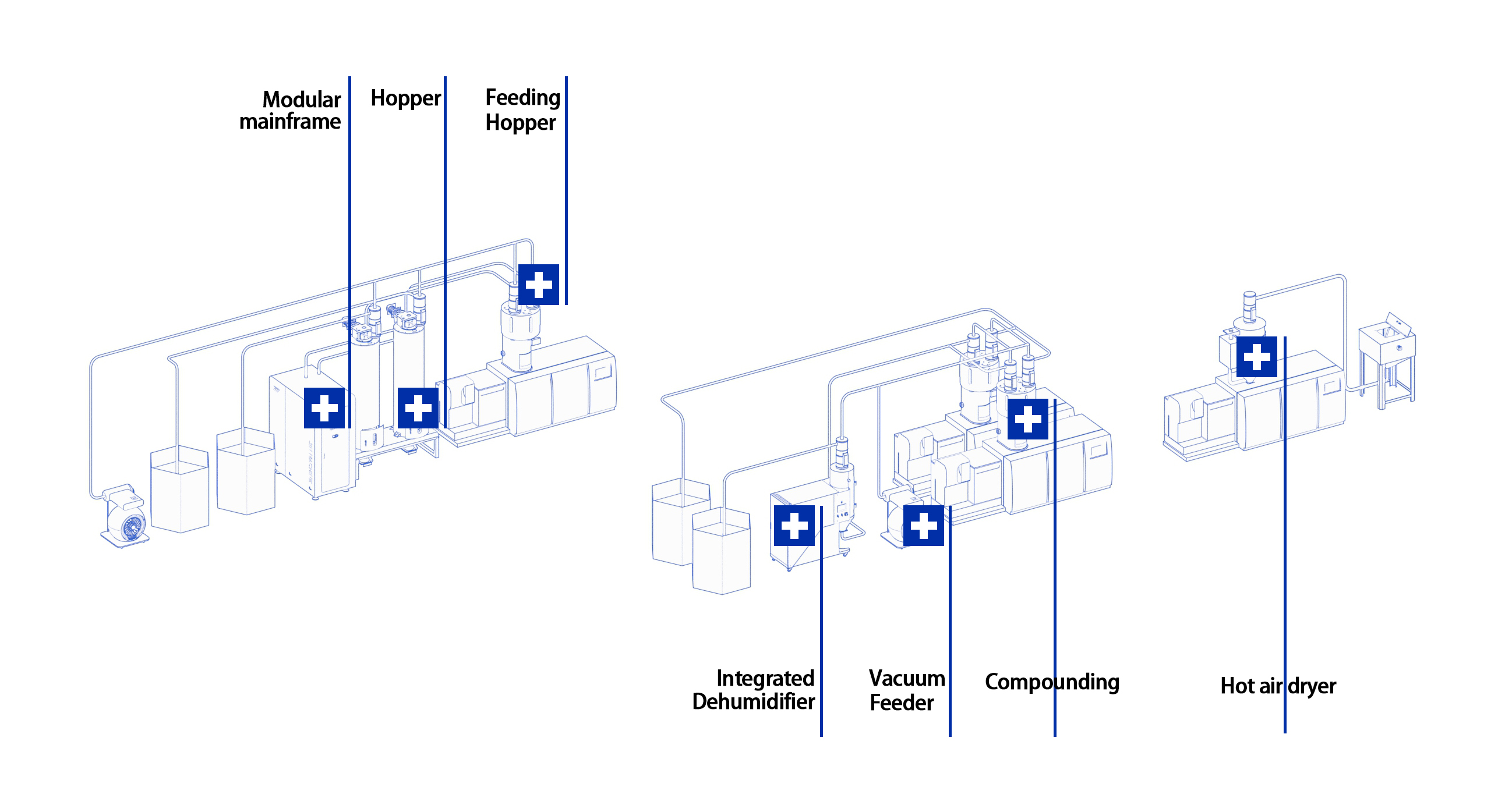
Used in the production of daily necessities. Complex central systems or individual devices for a wide range of applications, e.g. in the automotive industry, electronics, household goods, medical technology, etc.; Can be used in a clean plant environment.
Plastics are injection molded and processed into molded parts. The process is intermittent and goes through multiple stages. The raw material (usually a thermoplastic) is loaded into a cylinder, plasticized with a screw and mixed into a homogeneous lump. This is followed by metering and high-pressure processing and intracavity molding in so-called "injection molds". The whole piece of material is cooled and then cast – the injection moulding tool opens and the molded part is cast.
Before forming, the material must be sufficiently dried. For materials containing water, water vapor will enter the mold cavity with the melted glue after melting, so that the surface of the finished product will have silver bar defects, and the forming is not easy to control. Some materials even react with water at high temperatures, and water decomposition occurs, at which time the performance of the material will deteriorate.
The pre-drying of raw materials has a significant impact on the quality of injection molded products, which can prevent undesirable phenomena such as silver wire, bubbles, blurring, and poor air permeability in finished products; In addition, the stability of production work and the effect of preheating can be obtained (the barrel temperature can be reduced, and the molding cycle can be shortened).
Especially for engineering plastics, it can improve the surface gloss, improve bending strength and tensile strength, avoid internal cracks and bubbles, improve plasticizing capacity and shorten the molding cycle.
The presence of plastic moisture will usually have a harmful effect on the performance of plastics and molding processing, and water will vaporize at high temperatures, so that products produce bubbles, spray marks, surface silver filaments and other defects, so plastic moisture content is an important factor affecting the processing technology of plastics, product appearance and product characteristics, drying links can not be ignored.


The dew point of the dehumidifier can reach -70 °C, shorten the drying time, improve the drying efficiency, and the residual moisture content can be less than 20ppm.
Domestic dryer with SCADA technology, remote control, adjustment of technical parameters according to the actual situation, online detection, and prediction of faults in advance.
Dew point switching technology can set different dew points according to the drying requirements of different materials, minimizing energy consumption.
Compared with the same output of honeycomb dehumidifier, Jinyue molecular sieve dehumidifier saves 18%-60% in energy consumption. (This is based on thousands of experimental reports and feedback from customers, testing real data)
Compared with the Jinyue standard molecular sieve dehumidifier, the Jinyue modular dehumidification dryer saves about 25% energy consumption.
| Production traceability | Remote after-sales service | Anticipate failures | Dew point switching | Energy consumption detection | Modular design |
|---|---|---|---|---|---|
| Restore production information, real report assured and reliable information real-time feedback. | The system automatically and manually analyzes to solve problems in a targeted manner. | Dozens of detection points, real-time detection, data abnormality, timely feedback, key locations, alarm reminders. | The minimum dew point reaches -70°C, and the dew point can be set flexibly, which is energy-saving and efficient. | Each device is equipped with electricity meters, mobile phones, computers, and equipment can be observed at the same time. | Multiple identical module dryers that work independently and do not affect each other. Multiple modules share an independent electronic control system, using Profinet communication, quickly connect to form a system. |

題-2.jpg)

Copyright 2019-2021 JIN MACHINE 某ICP備00000000號(hào)-1